25 - 27 марта 2025г. Тайвань Метиз Альянс принимает участие в 10-й международной выставке "Fastener Fair Global 2025" в г.Штутгарт, Германия.
Наша экспозиция: Exhibit Hall 5 - Stand 2557.
ПРОИЗВОДСТВО СЕТКИ
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА СВАРНОЙ СЕТКИ
Сварная арматурная и кладочная сетка, которую ещё называют попросту строительной, используется при армировании кирпичной кладки, стяжке фундамента, штукатурных работах. Кроме того, такая сетка используется для ограждения строительных объектов, изготовления всевозможных загонов, вольеров и клеток в животноводческой промышленности и на птицефермах. В агрокомплексах сварная сетка используется, как каркас для теплиц. Сварную сетку можно использовать для армирования железобетонных конструкций, монолитных плит перекрытий и покрытий, устройства монолитных поясов, защитных стальных ограждений, усиления существующих перекрытий при реконструкции, любых других целей, где необходимо устройство арматуры.
В производстве арматурной основы используется специализированное оборудование. Принцип работы его заключается в сваривании параллельно расположенных и пересекающихся под углом 90° струн проволоки диаметром 3 – 5 или 8 мм.




АВТОМАТИЧЕСКОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ R-2500D

Основные характеристики
- В машине используется методика электрического и электронного синхронного управления.
- Высокая точность работы оборудования, стабильность и надёжность точек сварки, малое пятно контакта, отсутствие дефектов сварки.
- Высокая скорость сварки при простоте в освоении и эксплуатации.
- Машина оснащена точным узлом (запатентовано) резки продольных и поперечных прутков и позиционирования ячеек; растояние между элементами сетки одинаково, нет необходимости в обрезке сторон сетки.
- Узел протягивания сетки использует упругие звенья с изменяемым натяжением (запатентовано).
- Соблюдение точных размеров сварной сетки. Лёгкая регулировка желаемых размеров сетки в пределах рабочего диапазона.
- Продольная проволока подаётся с катушек, заранее нарубленные с помощью правильно-отрезного станка мерные поперечные прутки автоматически подаются из накопительного бункера.
Основные технические параметры
| Наименование | Параметр |
|---|---|
| Диаметр проволоки | Ø2.0 - Ø5.0 мм |
| Шаг продольной проволоки | 50 - 200 мм, регулируемый |
| Шаг поперечных прутков | 50 - 200 мм, регулируемый |
| Максимальная ширина сетки | 1500 мм |
| Длина сетки | по требованию заказчика |
| Количество сварочных электродов | 31 |
| Сварочный трансформатор | 125 кВА × 4 комплекта |
| Скорость сварки | 50 - 70 перекрестий в минуту (в зависимости от диаметра проволоки и шага проволоки) |
| Подача продольной проволоки | катушка размотчика |
| Подача поперечной проволоки | предварительно выпрямленная и обрезанная проволока шаговым двигателем подаётся из накопительного бункера |
| Напряжение питания | 380 В 50 Гц (другое напряжение под заказ) |
| Сечение электрических проводов | 150 мм2 каждая фаза (для алюминиевых проводов) |
| Время сварки | 10 мс ~ 100 мс |
| Сварочное напряжение | регулируется сварочным трансформатором |
| Материал заготовок | оцинкованная / черная проволока, низкоуглеродистая стальная проволока, арматурная проволока. Прочность при растяжении ≤550 Н/м, содержание углерода ≤0,2% |
| Управление сварочным током контактной сварки | тиристорный преобразователь |
| Регулировка давления при сварке | регулировкой длины балки и давления пружин |
| Трансмиссия | сервопривод |
| Нажатие | пружинное |
| Метод сварки | контактная с синхронным управлением сопротивлением |
| Способ вытягивания сетки | упругие звенья с изменяемым натяжением натяжения |
| Метод управления | механический |
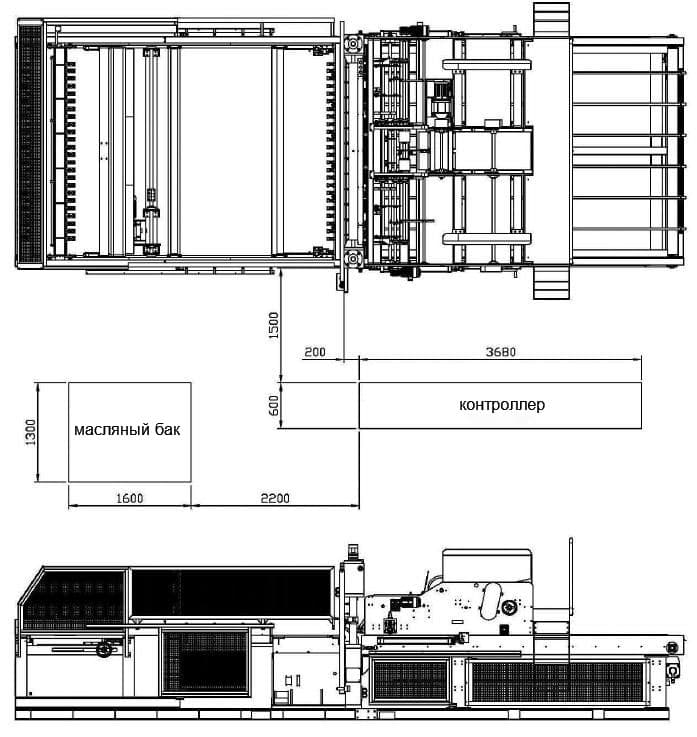
| Габариты (Д × Ш × В) | 3.0 м × 2.0 м × 1.5 м |
| Вес оборудования | 3 т |
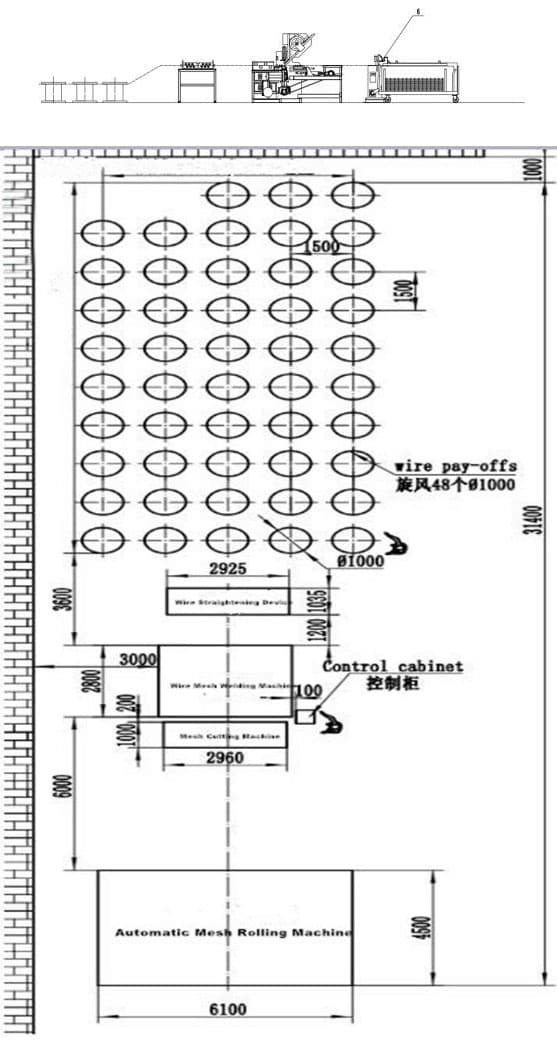
Планировка сварочного оборудования
Комплект поставки
| Компоненты | Количество |
|---|---|
| Размотчики | 32 шт |
| Устройство выпрямления продольной проволоки | 31 шт |
| Станок для правки и резки проволоки | 1 комплект |
| Сварочная система | 1 комплект |
| Машина для резки сетки | 1 комплект |
| Электрический шкаф и система управления | 1 комплект |
| Запасные части | 1 комплект |
| Инструменты | 1 комплект |
| Руководство пользователя | 1 комплект |
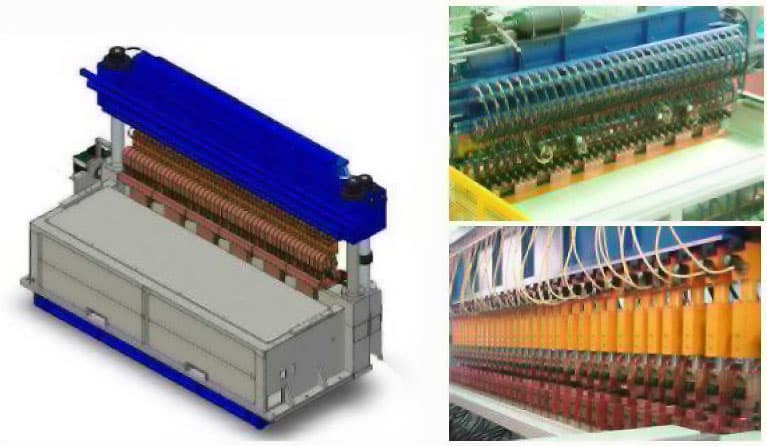
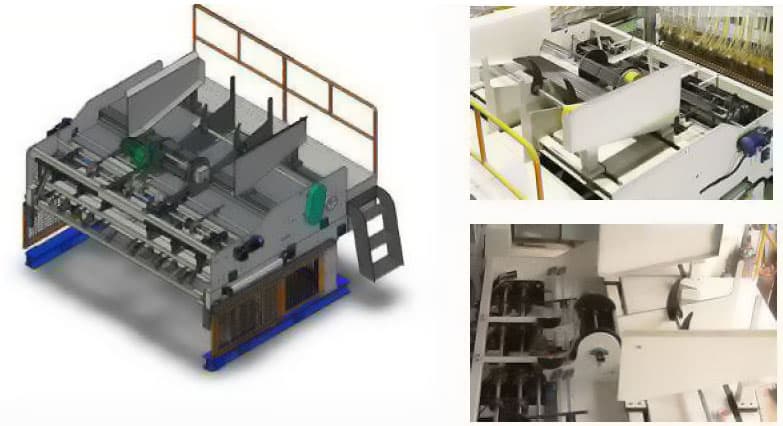
Фотографии оборудования для сварки сетки

продольных проволоки

и резки проволоки

сварной сетки

проводящего материала



ПОЛУАВТОМАТИЧЕСКОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ R-2500C

Основные параметры сварочного оборудования
| Количество сварочных электродов | 31 |
|---|---|
| Диаметр продольной и поперечной проволок | 2.0 ~ 5.0 мм |
| Шаг продольной проволоки | 50 ~ 200 мм, ступенчатая регулировка шага |
| Шаг поперечной проволоки | ≥25 мм, ступенчатая регулировка шага |
| Материал заготовки | низкоуглеродистая стальная проволока с содержанием углерода ≤0,2% и прочностью на растяжение ≤550 МПа |
| Скорость сварки | 40 - 60 перекрестий в минуту (в зависимости от диаметра проволоки и апертуры сетки) |
| Мощность сварочного трансформатора | 125 кВА × 4 комплекта |
| Режим подачи продольной проволоки | ручная подача предварительно нарезанных проволок |
| Режим подачи поперечных прутков | автоматическая подача предварительно нарезаных прутков с помощью шагового двигателя |
Условия эксплуатации оборудования
| Внешний источник питания | трехфазный 380В 50Гц, расстояние от главного шкафа управления до 50 м |
|---|---|
| Напряжение управления | 24В постоянного тока |
| Электрическая мощность | ≥150 кВА |
| Главный трансформатор | максимальное падение напряжения ≤10%, напряжение короткого замыкания ≤5% |
| Сечение электрических проводов | 120 ~ 150 мм2 (для медных проводов) |
| Условия окружающей среды | температура 5 ~ 40 °C, относительная влажность воздуха ≤90% (при 20 °C) |
| Система охлаждения | чистая, нейтральная или слабощелочная (ph 7 ~ 8) вода, расход воды 2 м3/ч, температура воды на входе 25 ~ 30 °C, давление воды на входе 0,15 ~ 0,3 МПа, холодопроизводительность 12 кВт |
Схема расположения сварочного оборудования
- Удерживающая плита
- Основной сварочный портал
- Бункер для поперечных прутков
- Тяговая тележка для сварной сетки с ЧПУ
Подготовка основного оборудования
| Сварочная машина в комплекте | сварочный портал | 1 комплект |
|---|---|---|
| устройство позиционирования поперечной проволоки | ||
| устройство позиционирования продольной проволоки | ||
| контрольная система | ||
| шкаф управления | ||
| Дополнительные компоненты | удерживающая платформа | 1 комплект |
| стремянка | 1 комплект | |
| Устройство подачи поперечных прутков | 1 комплект | |
| Устройство для перемещения сетки | тяговая тележка с ЧПУ | 1 комплект |
| устройство для продольного перемещения сетки | 1 комплект | |
| Вспомогательное оборудование | правильно-отрезной станок | 2 комплекта |
| Запасные части | изнашиваемые детали оборудования, такие как электродные блоки, контакты, медные соединения, датчики приближения, предохранители и т.д. | 1 комплект |
ОПИСАНИЕ ОБОРУДОВАНИЯ
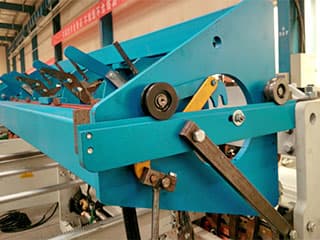
Сварочный портал
Основной сварочный аппарат - это устройство для формирования сварных точек путем сварки и прессования продольной проволоки с поперечными прутками.



Бункер подачи поперечных прутков
Накопительный бункер для подачи поперечной проволоки - это автоматическое устройство выполняющее подачу ранее подготовленных (нарезаных и выпрямленых) прутков определенной длины.

Тяговая тележка с ЧПУ для продольного перемещения сетки

Устройство продольного перемешения сетки состоит из тяговой рамы, тяговой тележки и поддерживающей трубы.
- В устройстве используется программируемая система управления ПЛК. Интерфейс управления выполнен с сенсорным экраном.
- Каждая функциональная структура оснащена устройством обнаружения неисправностей и имеет функцию автоматического отключения при обнаружении неисправности.
- Размеры ячеек сварной сетки и параметры работы каждого механизма задаются через интерфейс управления с помощью сенсорного экрана.
Вспомогательное оборудование. Станок для правки и резки проволоки
Схема расположения оборудования
- Размотчик проволоки
- Защитная полка
- Правильный станок
- Рольганг
Правильно-отрезная машина
Правильно-отрезная машина состоит из поворотного устройства, правильного устройства, режущего устройства и механизма передачи мощности.
Рольганг
Рольганг для проволоки состоит из прямой канавки для проволоки, устройства позиционирования по длине и загрузчика материалов.


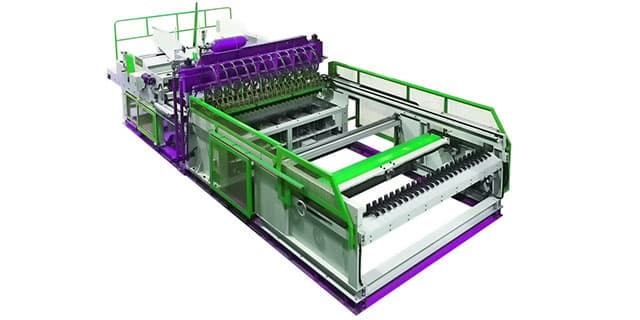
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА СВАРНОЙ СЕТКИ СЕРИИ RGA
Конструкция оборудования для производства сварной сетки и металлических армокаркасов серии RGA не уступает по техническим характеристикам оборудованию таких ведущих зарубежных производителей, как Clifford (Южная Африка), Schnell (Италия), AWM (Италия). При изготовлении этого оборудования широко используются комплектующие ведущих мировых производителей. Эта линия оборудования обеспечивает полный цикл производства сварной сетки с высокой степенью автоматизации процессов, высокую эксплуатационную надежность, быструю и удобную настройку.
Состав линии оборудования для производства сварной сетки
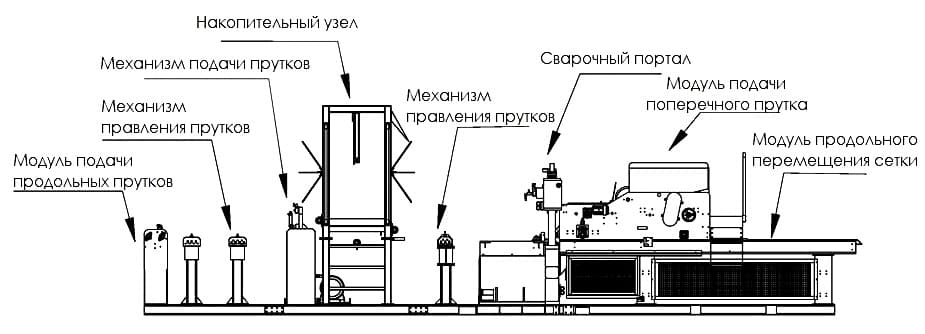
- Модуль подачи продольных прутков.
- Накопительный узел.
- Сварочный портал (основная машина линии, обеспечивающая сварку прутков).
- Модуль подачи поперечного прутка.
- Модуль продольного перемещения сетки (рольганг).
- Опция. Гильотинные ножницы.
- Опция. Узел штабелирования.
- Опция. Пакетировщик готовой сетки.
- Опция. Размотчик проволоки.
Спецификация оборудования для сварки сетки
| Модель | Длина продольных прутков, мм | Длина поперечных прутков, мм | Диаметр проволоки, мм | Шаг продольной проволоки, мм | Шаг поперечной проволоки, мм |
|---|---|---|---|---|---|
| RGA-125 | 2000~6000 | 1000~2400 | Ø3~6 | ≥100(50) | ≥50 |
| RGA-200 | 2000~6000 | 1000~2400 | Ø6~10 | ≥100(50) | ≥50 |
| RGA-300 | 2000~6000 | 1000~2400 | Ø6~12 | ≥100(50) | ≥50 |
Энергопотребление оборудования для производства сварной сетки
| Количество трансформаторов | 9 шт |
|---|---|
| Номинальная мощность трансформатора при КПД 50% | 150 кВа |
| Номинальный вторичный ток | 22 кА |
| Вторичное напряжение | 9 В |
| Количество цилиндров | 30 шт |
| Компрессор | мощностью 50 л.с., 500 кг/см2 |
| Расстояние между электродами | 95 мм |
| Напряжение питания | 3-фазное 380В 50 Гц±10% |
| Сечение питающего кабеля | 300 мм2 для одной фазы |
| Предохранители с задержкой срабатывания | 1600 A |
| Давление воздуха | 5~8 кг/см2 |
| Расход воды на охлаждение | 250 л/мин. |
| Температура воды | комнатная температура ±3°C |
Краткое описание сварочного оборудования для сетки
Заранее нарубленные с помощью правильно-отрезного станка мерные поперечные прутки подаются оператором посредством кран-балки либо грузоподъемного механизма в бункер модуля подачи поперечных прутков.
Продольные мерные прутки заряжаются напрямую в модуль подачи продольных прутков. При этом сокращается время простоя сварочной машины за счет загрузки прутков в позицию подачи к сварочному порталу в процессе производства предыдущей сетки.
После подачи команды запуска сетка начинает свариваться на сварочном портале. Далее сетка с помощью сервопривода модуля продольного перемещения продвигается на всю длину. В модуле пакетирования происходит складирование сетки в штабель.
Модуль подачи продольных прутков
Модуль подачи продольных прутков позволяет производить загрузку прутков (максимальное количество 60 шт) и подачу их к сварочному порталу в процессе производства предыдущей сетки, благодаря этому, сокращается время простоя линии, производительность увеличивается в среднем в 1,5-2 раза.
Продольный пруток оператор вручную вставляет в направляющие втулки. Перемещение продольных прутков к сварочному порталу осуществляется с помощью каретки. Датчики наличия проволоки позволяют исключить возможность изготовления бракованной сетки.
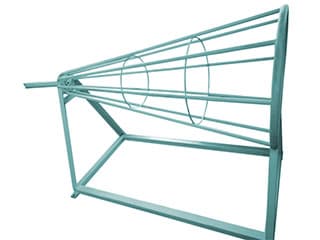
Накопительный узел
Оборудование имеет 2 комплекта устройств подачи проволоки. Первый комплект приводится в движение двигателем, направляя продольные прутки в накопительный узел (максимально 60 продольных прутков). Второй комплект приводится в действие рольгангом с сервоприводом для передачи продольных прутков в сварочный портал.
Сварочный портал с модулем подачи поперечного прутка
Сварочный портал является основной машиной линии. Такие величины как максимальная производительность линии, диаметр свариваемых прутков, геометрические размеры и конструкция сетки определяются характеристиками сварочного портала.
Сварочный портал укомплектован модулем подачи поперечного прутка (с бункером ёмкостью 2 тонны), который подается во время сварки автоматически.
Электроды кубической формы из специального материала (основа – медь, упрочняющие добавки - TiC, TiO2) позволяет увеличить их срок службы за счет многократного использования граней.
Производительность сварочного портала 60-80 поперечных прутков в минуту (в зависимости от диаметра прутка), скорость сварки составляет 0.5-1.2 секунды.
Система управления
Система управления сварочным оборудованием включает в себя Программируемый Логический Контроллер и панель оператора с HMI-интерфейсом. Есть встроенная система диагностики неисправностей. Режимы работы сварочного портала контролируется микрокомпьютером с помощью тиристорного преобразователя.
Система водяного охлаждения (опция)
Для эффективной работы сварочного трансформатора необходимо использовать систему водяного охлаждения проточного или замкнутого типа. Конструктивно система состоит из следующих основных узлов: рама, насос, радиатор, блок управления, резервуар для воды.
Гильотинные ножницы (опция)
Гидравлический нож выполняет автоматическое отрезание сварной сетки по длине.
| Материал ножа: | SKD11 |
|---|---|
| Диапазон диаметров отрезаемой заготовки: | Ø4.0-8.0 мм |
| Скорость резания: | 45 резов/мин. |
| Ширина отрезаемой сетки: | максимум 3100 мм |
| Мощность гидравлического двигателя: | 20 л.с. |
Узел штабелирования (опция)
Узел выполняет переворот сварной сетки и транспортировку в зону хранения.
| Длина рольганга: | 13 метров |
|---|---|
| Интервал: | 75×75 мм - 250×250 мм |
| Ширина сетки: | 1500 мм - 3100 мм |
| Длина сетки: | 3500 мм - 6000 мм |
| Масса сетки: | 280 кг (переворот) |
| Грузоподъемность рольганга: | максимум 4200 кг (предназначен только для штабелирования) |
| Время переворота: | < 20 секунд |
| Время выгрузки готовой продукции: | 15-20 секунд |
Размотчик проволоки (опция)
Размотчик проволоки применяется в том случае, если исходной заготовкой для подачи продольных прутков является проволока в мотках. Количество – 60 шт. Размотчик проволоки оснащён двигателем и инвертором скорости подачи проволоки.
Пакетировщик (опция)
Основной задачей модуля пакетирования и кантования является освобождение сварочного портала от готовой сетки. Пакетировщик располагается непосредственно под модулем продольного перемещения, где формируется штабель из сетки. В момент завершения производства очередной сетки лопасти пакетировщика опускаются и складируют сетку в стопку.
| Длина рольганга | 7 метров |
|---|---|
| Интервал сетки: | 100×100 мм – 250×250 мм |
| Ширина сетки: | 2400 мм – 3100 мм |
| Длина сетки: | 3000 мм – 6000 мм |
| Высота увязанной сетки: | 400 мм |
| Скорость увязки: | < 35 сек/штабель-комплект |
| Время выгрузки готовой продукции: | 15-20 секунд |
Модуль продольного перемещения сетки (рольганг)
Модуль продольного перемещения сетки через сварочный портал, благодаря использованию сервопривода, позволяет изготавливать сетку с переменным шагом ячеек. Шаг между поперечными прутками задается с пульта управления и может плавно изменяться.
СВАРОЧНАЯ МАШИНА ДЛЯ СВАРКИ СЕТКИ RG-200S-2400-24T
Техническая спецификация
Параметры изготавливаемой сетки
| Мин./макс. ширина сетки | 1000 - 2500 мм |
|---|---|
| Максимальная ширина свариваемой сетки | 2400 мм |
| Мин./макс. длина свариваемой сетки | 1500 - 6000 мм |
| Диаметр продольных прутков (мин./макс.) | 5 - 12 мм |
| Диаметр поперечных прутков (мин./макс.) | 5 - 12 мм |
| Максимальная толщина перекрещивания | ≤24 мм |
| Максимальное количество продольных прутков на сетку | 24 прутка |
| Шаг продольных прутков | 100/150 мм |
| Шаг поперечных прутков (мин.) | 50 мм |
| Свес вертикальных проволок | 25 мм |
Производительность
| Рабочий цикл сварки | до 80 поперечных прутков Ø6 - 7 мм в минуту до 60 поперечных прутков Ø8 - 12 мм в минуту |
|---|---|
| Скорость сварки поперечных прутков | 0.5 - 1.2 сек. (в зависимости от диаметра прутков) |
| Время выталкивания сварной сетки, возвращения захватывающих щипцов, вставки продольных прутков | 3 - 5 сек. |
Материал заготовок
Для поперечных и продольных прутков используется мягкая стальная низкоуглеродистая проволока. Проволока должна быть прямая, с чистой поверхностью, без окалины, смазки и грязи.
Характеристики оборудования
| Количество сварочных трансформаторов | 6 шт. |
|---|---|
| Мощность сварочных трансформаторов при 50% цикле загрузки | 200 кВА |
| Номинальный сварочный ток | 22 кА |
| Номинальное сварочное напряжение | 12 В |
| Количество сварочных цилиндров | 24 шт (одноударный) |
| Сила сжатия | 800 кг (гидравлический) |
| Размер сварочного цилиндра | 50 мм |
Требования к инженерным сетям и коммуникациям
| Источник электроэнергии | 3-х фазный 380 В 50 Гц ±10% |
|---|---|
| Сечение питающего кабеля | 600 мм² (для одной фазы) |
| Предохранители с задержкой срабатывания | 2000 A (не менее 0.5 сек.) |
| Давление воздуха | 5 - 8 кг/см² |
| Воздушный компрессор | 5 л.с. |
| Потребление охлаждающей воды | 250 л/мин |
| Температура воды | комнатная температура |
Планировка оборудования
ОПИСАНИЕ ОБОРУДОВАНИЯ
Узел подачи продольных прутков

Основной загрузочной платформой является вставная тележка, которая включает в себя фиксированные направляющие каналы, в которые оператор вставляет продольные прутки, и ряды фиксированных блокировочных зажимов.
Тележка активируется, когда оператор завершает загрузку продольных прутков; в то же время блокирующие зажимы располагают продольные прутки, которые были загружены, и доводят эти продольные прутки к месту сварки, и сварочный портал автоматически начинает сварку.
Сварочный портал
Оператор может регулировать верхние цилиндры и электроды в соответствии с требуемым шагом сварки. Время сварки и сварочный ток регулируются и контролируются тиристорами и микрокомпьютером для точного шага электродов. Сварочные трансформаторы, охлаждаемые водой, установлены внизу сварочной машины и подсоединены к удерживающему электроду при помощи гибких распределительных кабелей, также охлаждаемых водой
Модуль подачи поперечных прутков
Подача поперечных прутков производится через специальный автоматический бункер загрузки прутков, который предварительно загружается вручную необходимым количеством выпрямленных и нарезанных прутков из проволоки. Автоматическая загрузочная каретка для поперечных прутков оснащена бункером для сортировки прутков, их позиционирования и выталкивания.
Захватывающее устройство для готовой сварной сетки

Устройство оснащено серво-двигателем и зажимным ручками, которые подвешивают сеточную панель за первый ряд поперечных прутков. Затем данная группа захватов вытягивает полученную сетку за остатком одного метра, основываясь на размере поперечного шага.
Система контроля

Оборудование оснащено человеко-машинным интерфейсом, на базе компьютера, работающего под управлением операционной системы Windows; также используется ПЛК (программный логический контроллер); все параметры оборудования устанавливаются на панели управления. Система диагностики неполадок с графическим отображеним неполадок для быстрого поиска и устранения неисправности позволяет избежать долгих остановок машины. Подача продольных проволок, толкание и выгрузка производятся серво-двигателем с инвертером в то время как сама сварочная машина управляется тиристорным преобразователем и микро-компьютерным контроллером. Ход рабочего процесса управляется ПЛК и выводится на экран в графическом виде (включая извещение о неполадке).
Анализ неполадок:
- сбой подачи проволоки
- отсутствие проволоки
- ошибка в выгрузке продольных прутков
- ошибка в выталкивании поперечных пррутков
- сбой при подаче вперед продольных прутков
- недостаток силы сварки при перегрузке серво-двигателя
- неправильное позиционирование
- абнормальное пневматическое давление
- перегрев
Устройство для поворота и укладки (опция)

Узел штабелирования выполняет переворот сварной сетки и транспортировку в зону хранения.
| Применимые размеры: | |
| Межстрочный интервал | 75 × 75 мм ~ 250 × 250 мм |
| Ширина сетки | 1000 мм ~ 2600 мм |
| Длина сетки | 3500 мм ~ 6000 мм |
| Вес сетки | 280 кг (переворот) |
| Грузоподъемность рольганга | макс. 4200 кг (предназначен только для штабелирования) |
| Время переворота | менее 20 секунд |
| Время выгрузки готовой продукции | 15-20 секунд |
| Длина рольганга | 13460 мм |
Работа оборудования
Сварка
- Подача продольных проволок вручную.
- Точная установка шага сварки.
- Автоматическая загрузочная каретка для поперечных проволок оснащена бункером для сортировки, позиционирования и выталкивания прутков.
- Регулировка сварочного тока и времени сварки в зависимости от диаметра проволоки.
Укладка
- Готовая сетка будет уложена на штабелере.
- При достижении требуемой высоты оператор перемещает накопленные сетки с помощью мостового крана.
- Эти действия повторяются до тех пор, пока объём укладки не достигнет требуемого ограничения.
ЛИНИЯ СВАРКИ СЕТКИ КОЛОННОГО ТИПА

Параметры линии сварки сетки колонного типа
- 24 сварочных цилиндра.
- 6 комплектов трансформаторов.
- Автозагрузка поперечных проводов в накопитель.
- Поперечный шаг 20 ÷ 250 мм.
- Продольная проволока загружается в намоточное устройство, затем выпрямляется и сваривается.
- ЧПУ управляет протягиванием и автоматически отрезанием сетки.
- После процесса сварки готовую сетку необходимо снять со стола.
- Диаметр проволоки: Ø2 ÷ Ø6 мм; Ø6 ÷ Ø12 мм.
- Продольный шаг 100 ÷ 250 мм.
- Максимальная ширина сетки 2400мм.
- Максимальная длина сетки 6000мм.
- Производительность: 2 сек/ провод (производительность зависит от диаметра провода).
ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ СВАРКИ СЕТКИ

Параметры полуавтоматической линии сварки сетки
- 2 набора трансформаторов по 120 кВА
- Диаметр проволоки: Ø2 ÷ Ø10 мм
- Производительность: 3.5 сек/ провод
- Размеры производимой сетки:
- 2400мм x 3000 мм
- 1800мм x 3000 мм
- 1200мм x 3000 мм
- 12 комплектов цилиндров, управляемых независимо. Возможность регулировки в соответствие с требованиями к продукции.
- 2 комплекта трансформаторов, расположенных по обеим сторонам машины
- 12 комплектов цилиндров, находящихся в верхней части станка
- Регулируемый ток сварки
- Полуавтоматическая загрузка прутков в форму.
- Запуск сварки ножной педалью
- Высококачественный конечный продукт без каких-либо деформаций.
СВАРОЧНЫЙ СТАНОК ДЛЯ ПРОВОЛОЧНОЙ СЕТКИ АВТОМАТИЧЕСКИЙ
| Мин./ Макс. ширина сетки: | 1000-2600 мм |
| Макс. ширина сварочной сетки: | 2500 мм |
| Мин./ макс. длина сетки : | 1000-6000 мм |
| Диаметр линейного провода (мин./ макс.): | 3.0~6.0 мм |
| Диаметр горизонтального провода (мин./макс.): | 3.0~6.0 мм |
| Макс. кол-во проводов на сетку: | 24 шт. |
| Шаг линейного провода: | 50 мм |
| Шаг горизонтального провода: | 50 мм |
| Рабочий цикл: | до 60-80 перекрестий/ мин. |
| Скорость сварки (на одно перекрестье): | 0.1~1.2 сек (зависит от диаметра проволоки) |