25 - 27 марта 2025г. Тайвань Метиз Альянс принимает участие в 10-й международной выставке "Fastener Fair Global 2025" в г.Штутгарт, Германия.
Наша экспозиция: Exhibit Hall 5 - Stand 2557.
ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРЕПЕЖА, МЕТИЗОВ И ДЕТАЛЕЙ
ОБОРУДОВАНИЕ ДЛЯ ИНДУКЦИОННОЙ ТЕРМООБРАБОТКИ КРЕПЕЖА И ДЕТАЛЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ
ИНДУКЦИОННЫЙ НАГРЕВ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ
Индукционный нагрев - это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Установки индукционного нагрева токами высокой частоты (ТВЧ) используется для плавки металлов, при термообработке (сварка, закалка, пайка и т.д.) металлических деталей и различных видов производственных инструментов, для кругового нагрева, для нагрева металлической заготовки непосредственно перед штамповкой или протяжкой, для горячей формовки при ковке и прокатке различных механических деталей, для поверхностной закалки и др.
ТВЧ установки идут на замену электрическим и газовым печам, обеспечивают высокую эргономику рабочего места и комфортные условия труда.
Индукционный нагрев заготовок при помощи установки ТВЧ в данное время является самой эффективной технологией, так как коэффициент полезного действия индукционного нагревателя – около 95%.
Индукционный нагрев проводится следующим образом. Металлическая заготовка помещается в индуктор, представляющий собой несколько витков провода. В индукторе с помощью специального генератора создаются токи частотой от десятка Гц до нескольких МГц, в результате чего вокруг индуктора возникает электромагнитное поле. Под воздействием этого электромагнитного поля в заготовке наводятся заготовке вихревые токи.
Система «индуктор-заготовка» представляет собой трансформатор без сердечника, в котором индуктор является первичной обмоткой, а заготовка является вторичной обмоткой, замкнутой накоротко.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки (поверхностный эффект или скин-эффект), в результате чего их плотность в поверхностных слоях резко возрастает, и заготовка разогревается.
Нижерасположенные слои металла прогреваются за счёт теплопроводности. Глубина скин-слоя зависит от частоты излучения и от материала заготовки.
Преимущества индукционного нагрева ТВЧ
- обеспечивают быстрый разогрев или плавление любого электропроводящего материала изнутри, с глубины 1–2 мм ;
- возможность нагрева в атмосфере защитного газа, в непроводящей жидкости, в вакууме;
- возможность нагрева через стенки защитной камеры, изготовленной из диэлектриков;
- сквозной нагрев пластин, заготовок болтов и гаек для горячей штамповки. Нагрев перед гибкой, ковкой, объемной деформацией и вытяжкой;
- отсутствие загрязнения заготовки продуктами горения или материалом электрода в отличие от нагрева традиционными способами;
- отсутствует высокое напряжение и высокие частоты, что безопасно для персонала;
- имеют пренебрежимо малую мощность холостого хода и не нуждаются в прогреве;
- большая экономия электроэнергии. Это современное энергосберегающее оборудование на транзисторных IGBT модулях с КПД более 90%;
- удобство эксплуатации в виду небольшого размера и длительного срока службы оборудования;
- возможность проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой);
- возможность проведения местного и избирательного нагрева;
- Токи, протекающие в индукторе, достигают нескольких тысяч ампер, но напряжение остается безопасным для человека и не превышает 30–50 вольт.
- ТВЧ установки идут на замену электрическим и газовым печам, обеспечивают высокую эргономику рабочего места и комфортные условия труда.
Автоматическое оборудование для индукционного нагрева болтов мощностью 150 кВт
Автоматическое оборудование горизонтального типа предназначено для индукционной термообработки металических изделий стандарной формы таких как болты и винты. Термообработка деталей производится путем сканирования индуктором поверхности термообрабатываемой детали.



Стандартная комплектация оборудования для индукционного нагрева
- основное оборудование с компьютерной системой управления;
- генератор ТВЧ мощностью 150 кВт;
- сканер горизонтального типа с управлением при помощи инверторного двигателя;
- система охлаждения.
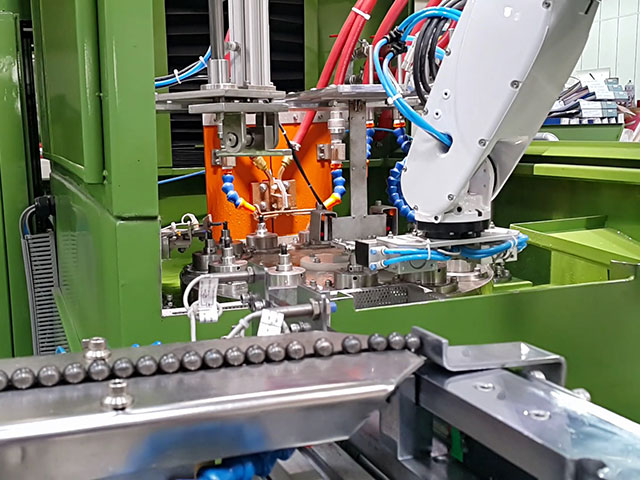
Автоматическое оборудование для индукционного нагрева болтов мощностью 100 кВт
Автоматическое оборудование поворотного типа предназначено для индукционной термообработки металических изделий специальной формы с увеличенной головкой.
Стандартная комплектация оборудования для индукционного нагрева болтов
- основное оборудование с компьютерной системой управления;
- транзисторный генератор ТВЧ мощностью 100 кВт;
- сканер поворотного типа с управлением при помощи серводвигателя;
- робот;
- система охлаждения.

Оборудование для индукционного нагрева линейных направляющих для станков



Стандартная комплектация оборудования для индукционного нагрева линейных направляющих для станков
- основное оборудование с компьютерной системой управления;
- транзисторный генератор ТВЧ для закалки мощностью 300 кВт;
- транзисторный генератор ТВЧ для отпуска мощностью 50 кВт;
- сканер горизонтального типа с управлением при помощи серводвигателя;
- система охлаждения.
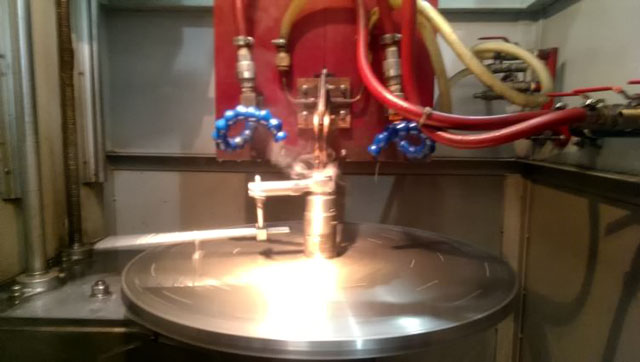
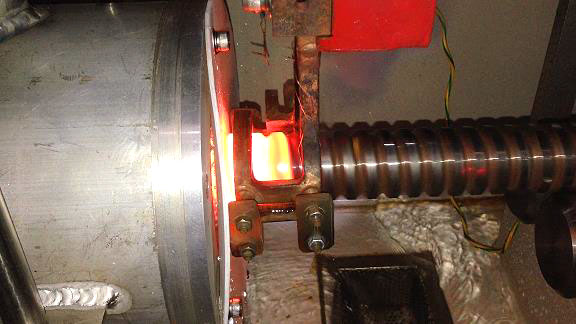
Оборудование для индукционного нагрева для отжига винтовой резьбы
Индукционный отжиг предназначен для термообработки металлических заготовок с целью минимизации напряжений, вызванных обработкой резанием или давлением, для термообработки заготовок со значительными внутренними напряжениями.
Основным преимуществом индукционного отжига является возможность осуществления целенаправленного и воспроизводимого нагрева материалов с неизменно высоким качеством обработки.
При индукционном отжиге не осуществляется резкое охлаждение водой или охлаждающей жидкостью, как при индукционной закалке. Напротив, температура заготовки снижается медленно. При этом нагрев осуществляется максимально быстро бесконтактным способом, также применяются существенно более низкие температуры.
Индукционное оборудование для отжига винтовой резьбы стандартно поставляется с транзисторным генератором ТВЧ мощностью 50 кВт (с системой охлаждения) и сканером вертикального типа с управлением при помощи серводвигателя. Оборудование имеет компьютерную систему управления. Термообработка деталей производится путем сканирования индуктором поверхности термообрабатываемой детали. Одновременно для равномерной закалки всей поверхности обеспечивается вращение детали вокруг своей оси.

Видео работы оборудования
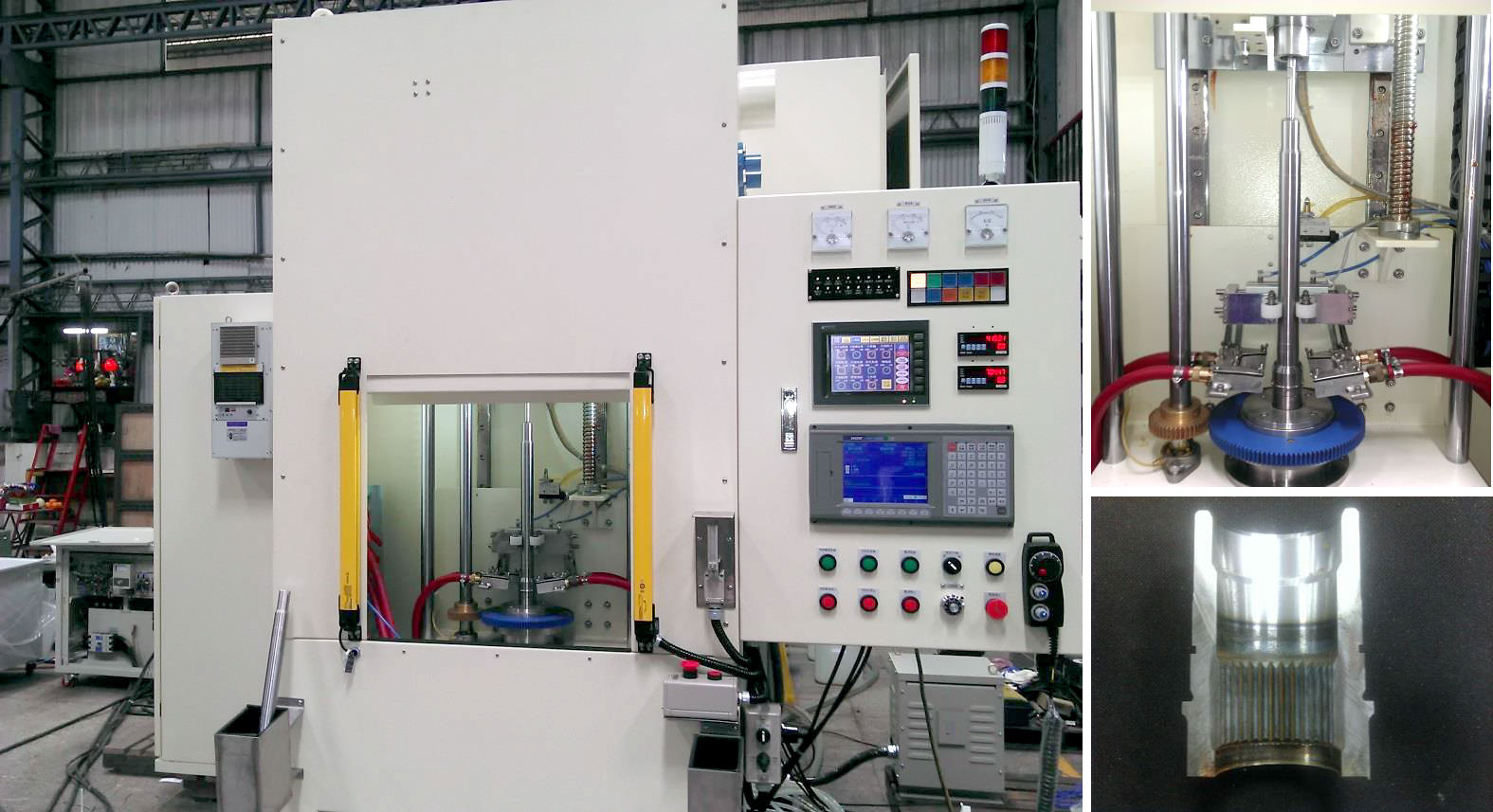
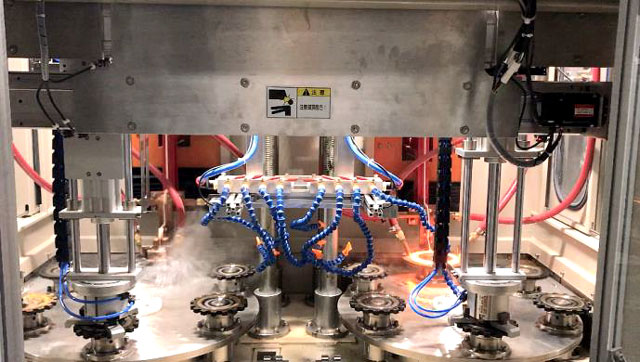
Оборудование для индукционной термообработки деталей с внутренним шлицем
Индукционное оборудование поставляется со сканером вертикального типа (с управлением при помощи серводвигателя) и транзисторным генератором ТВЧ мощностью 100 кВт (с системой охлаждения). Оборудование имеет компьютерную систему управления. Термообработка деталей производится путем сканирования индуктором поверхности термообрабатываемой детали. Одновременно для равномерной закалки всей поверхности обеспечивается вращение детали вокруг своей оси.
Внешний вид индукционного оборудования
Видео работы оборудования
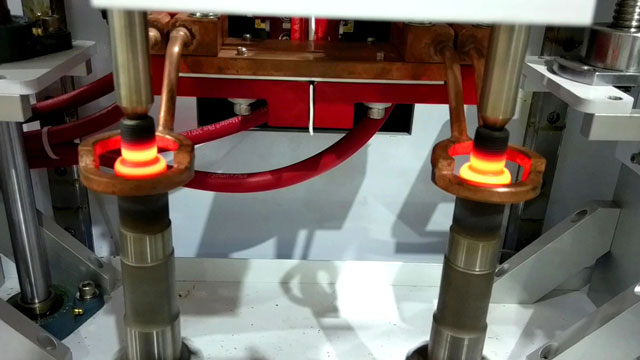
Автоматическое оборудование для индукционного нагрева шпинделей, валов
Это индукционное оборудование комплектуется сканером вертикального типа (с управлением при помощи серводвигателя), транзисторным генератором ТВЧ мощностью 150 кВт (с системой охлаждения) и роботом. Оборудование работает под управлением компьютерной системы управления.

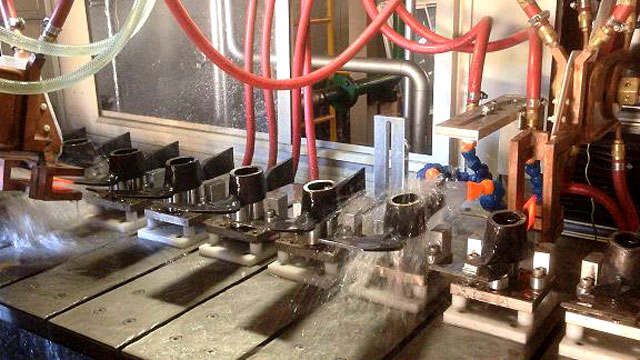
Оборудование для индукционного нагрева шариковых шарниров и универсальных шарниров
Это индукционное оборудование комплектуется сканером поворотного типа (с управлением при помощи серводвигателя), двумя транзисторными генераторами ТВЧ мощностью 100 кВт (закалка) и 30 кВт (отпуск) с системами охлаждения. Оборудование работает под управлением компьютерной системы управления.




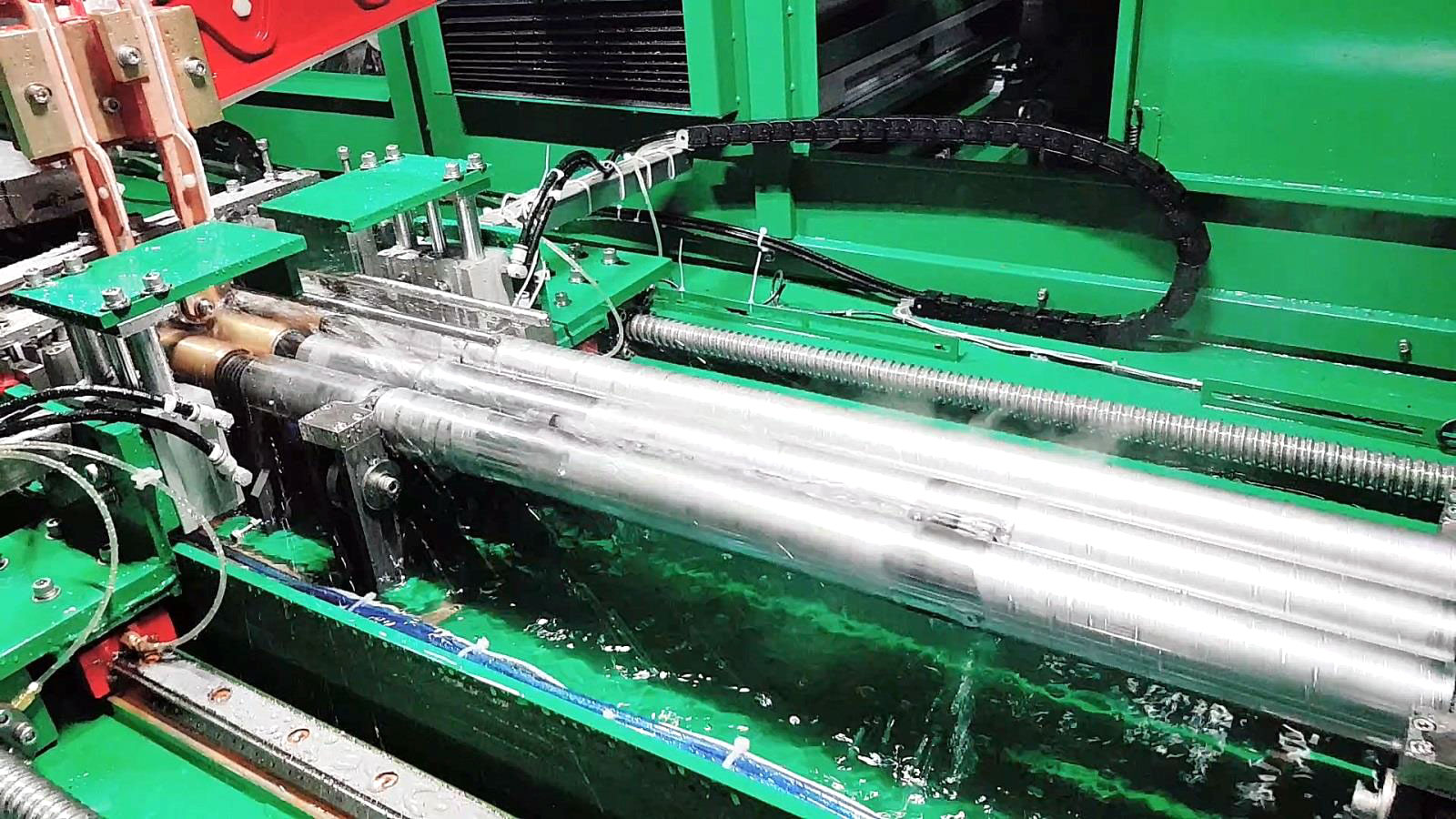
Оборудование для индукционного нагрева шариковых ходовых винтов
Это индукционное оборудование предназначено для индукционной термообработки специальных металлических изделий длинной формы - шариковых ходовых винтов для ШВП. Оборудование поставляется в комплекте со сканером горизонтального типа (с управлением при помощи серводвигателя), двумя транзисторными генераторами ТВЧ мощностью 200 кВт (закалка) и 50 кВт (отпуск) с системами охлаждения. Оборудование работает под управлением компьютерной системы управления.


Оборудование для индукционного нагрева защитных автомобильных балок
Это индукционное оборудование поставляется в комплекте со сканером горизонтального типа (с управлением при помощи серводвигателя) и транзисторным генератором ТВЧ мощностью 150 кВт (с системой охлаждения). Оборудование работает под управлением компьютерной системы управления.

Оборудование для индукционной термообработки автомобильных шестерен
Автоматическое оборудование с двумя рабочими станциями предназначено для индукционной термообработки металических изделий специальной формы - автомобильных шестерен.
Стандартная комплектация оборудования для индукционной термообработки шестерен включает
- основное оборудование с компьютерной системой управления;
- два комплекта транзисторных генераторов ТВЧ мощностью по 150 кВт;
- сканер поворотного типа с управлением при помощи серводвигателя;
- система охлаждения.

Оборудование для индукционной термообработки ручного инструмента (поворотный тип)

Стандартная комплектация оборудования для индукционной термообработки ручного инструмента включает
- основное оборудование с компьютерной системой управления;
- транзисторный генератор ТВЧ мощностью 200 кВт;
- сканер поворотного типа с управлением при помощи серводвигателя;
- система охлаждения.

Оборудование для индукционной термообработки ручного инструмента (горизонтальный тип)

Стандартная комплектация оборудования для индукционной термообработки ручного инструмента включает
- основное оборудование с компьютерной системой управления;
- два комплекта транзисторных генераторов ТВЧ мощностью по 200 кВт;
- сканер горизонтального типа с управлением при помощи серводвигателя;
- система охлаждения.
Автоматическое оборудование для индукционного нагрева оси амортизатора
СПЕЦИФИКАЦИЯ ОСНОВНЫХ ТИПОВ ИНДУКЦИОННОГО ОБОРУДОВАНИЯ
Оборудование для индукционной закалки горизонтального типа
Работает с длинными, тонкими заготовками. Оборудование полностью автоматическое, приводится в движение серводвигателем, выполняет автоматическую загрузку заготовок, индукционную термообработку.
| Вид привода | серводвигатель |
|---|---|
| Ход | 300-7000 мм |
| Скорость | 50-10000 мм/мин |
| Вращение | при помощи инверторного мотора (скорость вращения 100-250 об/мин) |
| Вращающий вал | 60 мм × 2 шт., диаметр заготовки: 8-60 мм × 1 шт. |
| Длина заготовки | 300-7000 мм |
Оборудование для индукционной закалки вертикального типа
Используется для обработки таких деталей, как валы и шестерни. Машина может быть спроектирована как одно- или двухвальная, в соответствии с потребностями заказчика. Точность работы серводвигателей до 0.1 мм.
| Вид привода | серводвигатель |
|---|---|
| Ход | 300-1000 мм |
| Скорость | 20-5000 мм/мин |
| Настройка центра | при помощи двигателя |
| Расстояние между центрами | 300-1000 мм |
| Скорость вращения | 50-200 об/мин |
| Конструкция центра | в зависимости от вида заготовки |
| Серво контроллер: | ANC-102 с интерфейсом пользователя. Память на 50 программ термообработки. Сервоуправление, с регулировкой мощности. |
| Система смазки | автоматическая смазка |
| Система охлаждения | водяное охлаждение |
Оборудование для индукционной закалки поворотного типа
Рабочая станция специально разработана для работы с различными видами шпинделей.
| Вид привода | серводвигатель |
|---|---|
| Ход | 100-300 мм |
| Скорость | 10-3000 мм/мин |
| Поворотный стол | 4,6, или 8 станций каждая станция оснащена 1 либо 2 устройствами вращения |
| Устройство вращения | может фиксироваться либо вращаться со скоростью 50-150 об/мин |
| Серво контроллер | ANC-202 с интерфейсом пользователя |
| Система смазки | автоматическая смазка |
| Система охлаждения | водяное охлаждение |
Источники питания для установок индукционного нагрева
Особенности генераторов серии RG-PRO
- Частота и мощность. Генераторы работают в частотном диапазоне от 1 кГц до 450 кГц при выходной мощности от 2 кВт до 2000 кВт. В случае кратковременного нагрева выходная мощность может быть увеличена.
- Экономичность. Поскольку вместо электронных ламп используются транзисторные модули, потребляемая преобразователями ТВЧ мощность снижена на 30%, расход охлаждающей воды снижен на 50%.
- Компактная конструкция. Полупроводниковая низковольтная конструкция делает устройство компактным, что позволяет снизить монтажное пространство до одной четвертой места, необходимого для традиционных моделей ламповых генераторов.
- Легкое обслуживание и осмотр. Чувствительные электрические части надежно защищены внутри электрического шкафа. Транзисторные модули, печатные платы и другие компоненты генератора ТВЧ размещены спереди для облегчения лёгкого доступа для обслуживания. На задней панели расположены компоненты, которые не требуют технического обслуживания. Проверка и тестирование могут быть выполнены в полной безопасности из-за низкого напряжения цепей. Опционально может оснащаться системой циркуляции охлаждающей воды.
- Надежные защитные схемы. Защитные схемы обеспечивают безопасную работу инвертора ТВЧ в случае прикосновения к катушкам, работы без нагрузки, перегрузки, перенапряжения, проблем с охлаждающей системой и других ошибок в работе. Индукционна установка автоматически выключается при пропадании одной фазы питающего напряжения, при превышении входного напряжения свыше 440В, превышении и недостатке напряжения внутреннего выпрямителя, превышении тока внутреннего выпрямителя, превышении входного и выходного тока, при срабатывании датчиков системы многоточечного контроля температуры, при понижении входного давления воды.
- Высокий КПД. Транзисторные индукционные генераторы не требуют предварительного прогрева, у них пренебрежимо малая мощность холостого хода. КПД транзисторных ТВЧ генераторы более 90%.
- Габариты и вес индукционного оборудования созданного по новейшим технологиям на транзисторных IGBT модулях и MOSFET транзисторах во много раз меньше такого же по мощности оборудования на лампах. Это позволяет размещать его на малых площадях и в непосредственной близости с оборудованием последующего производственного цикла.
Спецификация преобразователей частоты на транзисторных MOSFET модулях
| Выходная мощность преобразователя | кВт | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 500 | 600 | 800 | 1000 | 1200 | 1400 | 1600 | 1800 | 2000 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Выходная частота | кГц | 40 - 400 | |||||||||||||||
| Входное напряжение | В | 3ф, 220 / 380 / 415 /440 ± 10В, 50/60Гц | |||||||||||||||
| Потребляемая мощность | кВА | Выходная мощность (кВт) ÷ 0.9 = Потребляемая мощность (кВт) Выходная мощность (кВт) × 1.3 = Потребляемая мощность (кВА) | |||||||||||||||
| Давление воды системы охлаждения | кгс/см2 | 2.5-3.5 | |||||||||||||||
| Температура воды системы охлаждения | °C | 25-40 | |||||||||||||||
| Расход воды системы охлаждения | л/мин | 120 | 200 | 260 | 350 | 400 | 450 | 750 | 900 | 1000 | 1100 | 1200 | |||||
| Диаметр ввода / вывода воды системы охлаждения | 40A | 50A | 40A*2 | 40A*1, 50*1 | 50A*2 | 65A*2 | 50A*2, 80A*1 | 50A*2, 65A*2 | |||||||||
| Высота оборудования H | мм | 2050 | |||||||||||||||
| Длина инвертора L1 | мм | 950 | 1150 | 1800 | 2300 | 3300 | 4300 | 5400 | 6400 | 8000 | 9000 | ||||||
| Длина системы охлаждения L2 | мм | 500 | 600 | 1000 | |||||||||||||
| Общая длина оборудования L | мм | 1450 | 1650 | 2350 | 2800 | 3900 | 4900 | 6000 | 7000 | 9000 | 10000 | ||||||
| Ширина оборудования W | мм | 1200 | 1500 | ||||||||||||||
| Вес оборудования | кг | 1700 | 1900 | 2000 | 2200 | 2800 | 3000 | 3300 | 3400 | 3600 | 3800 | 4000 | 4200 | 4400 | 4600 | 4800 | 5200 |

Спецификация преобразователей частоты на транзисторных IGBT модулях
| Выходная мощность преобразователя | кВт | 100 | 200 | 300 | 400 | 500 | 600 | 800 | 1000 | 1200 | 1600 | 2000 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Выходная частота | кГц | 1-50 | ||||||||||
| Входное напряжение | В | 3ф, 220 / 380 / 415 /440 ± 10В, 50/60Гц | ||||||||||
| Потребляемая мощность | кВт | Выходная мощность (кВт) ÷ 0.9 = Потребляемая мощность (кВт) Выходная мощность (кВт) × 1.2 = Потребляемая мощность (кВА) | ||||||||||
| Давление воды системы охлаждения | кгс/см2 | 2.5-3.5 | ||||||||||
| Температура воды системы охлаждения | °C | 25-40 | ||||||||||
| Расход воды системы охлаждения | л/мин | 30/40 | 60/80 | 85/110 | 100/130 | 120/160 | 140/190 | 230/300 | 275/350 | 340/440 | 500/650 | 520/680 |
| Диаметр ввода / вывода воды системы охлаждения | 20A | 25A | 40A | 40A/50A | 65A | 65A*2 | 80A*2 | |||||
| Высота оборудования H | мм | 1950 | 2350 | 2550 | ||||||||
| Длина инвертора L1 | мм | 800 | 950 | 1600 | 1400 | 1700 | 2500 | 3500 | 5000 | |||
| Длина системы охлаждения L2 | мм | 500 | 600 | 700 | 900 | |||||||
| Общая длина оборудования L | мм | 1300 | 1550 | 1900 | 2300 | 2100 | 2400 | 3200 | 4200 | 5900 | ||
| Ширина оборудования W | мм | 800 | 1000 | 1300 | 1200 | 1500 | 1200 | |||||
| Вес оборудования | кг | 1200 | 1400 | 1700 | 1900 | 2800 | 3000 | 2600 | 3200 | 3800 | 6000 | 7200 |

Системы охлаждения для генераторов ТВЧ
Система охлаждения оборудования
Для охлаждения высокочастотных генераторов разработана система охлаждения с объёмом водяного бака от 300 до 1000 литров, теплообменником от 200000 до 800000 БТЕ, насосом мощностью от 1 до 10 л.с. Бак для воды и трубы изготовлены из нержавеющей стали, что исключает ржавление и предотвращает засорение водяного контура.


Система охлаждения закалочной жидкости
Для охлаждения заготовки разработана система охлаждения закалочной среды с объёмом бака для жидкости от 500 до 1000 литров, теплообменником от 200000 до 600000 БТЕ, насосом мощностью от 1 до 10 л.с. В системе охлаждения предусмотрены песочный и масляный фильтры, а также контроль температуры.
