25 - 27 марта 2025г. Тайвань Метиз Альянс принимает участие в 10-й международной выставке "Fastener Fair Global 2025" в г.Штутгарт, Германия.
Наша экспозиция: Exhibit Hall 5 - Stand 2557.
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ И ШУРУПОВ ХОЛОДНЫМ СПОСОБОМ
ОБОРУДОВАНИЕ ТАЙВАНЬ МЕТИЗ АЛЬЯНС ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ
ОСТРИЛЬНЫЕ СТАНКИ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ С ПРЕСС-ШАЙБОЙ И СВЕРЛОМ
Саморезы со сверловым наконечником отличаются от других видов саморезов наличием наконечника в виде сверла и головкой в виде пресс-шайбы или конуса. Для применения таких деталей нет необходимости в сверлении отверстий. Сверловой наконечник способен сделать проход для резьбового стержня, подобно сверлу. Форма головки позволяет плотно закрыть место крепления и надежно его закрепить.
Саморез с пресс-шайбой со сверлом по металлу часто используют для соединения металлических профилей между собой и для крепления тонких листов из металла и полимерных материалов к металлическим каркасам толщиной до 2 мм без предварительного засверливания отверстий в материалах.
Станок для формирования сверла саморезов RA-235

| Модель | Макс. диаметр заготовки | Макс. длина заготовки | Производительность, шт./мин. | Размер плашек | Мощность основного двигателя | Контроль за скоростью | Режим управления | Подача заготовки | Габариты станка, Д × Ш × В, см | Вес нетто, кг | Вес брутто, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|
| RA-235 | 2.8-6.3 мм | 9.15-220 мм | 100~500 | 25 × 102 × 127~1405 | 10 л.с. / 7.5 кВт / 6 фаз | инвертор | Автоматический (ПЛК) | вибрационный бункер, Ø720 мм | 200 × 240 × 200 | 2520 | 2845 |
Станки для формирования самосверлящего наконечника саморезов серии RG-14
Автоматы для формирования сверла саморезов предназначены для формирования сверлового наконечника (бура) у самосверлящих самонарезающих винтов из углеродистой и нержавеющей стали.


Особенности острильного станка для производства саморезов с пресс-шайбой и сверлом
- станина цельнолитая из легированной стали;
- сталь деталей станков производства Японии;
- датчики, используемые в оборудовании, производства Японии;
- оборудование устанавливается на регуляторы с резиновыми шайбами;
- формовочные станки управляются автоматической системой контроля, позволяющей автоматически отслеживать изношенный или неправильно установленный инструмент;
- смена инструмента для высадочного станка производится менее чем за 30 минут, смена инструмента резьбонакатного станка производится за 15 минут;
- конструкция станков позволяет производить замену частей станков без полного открытия и разборки механизмов станков;
- защитный кожух (шумозащита в соответствии с нормами СЕ);
- защитный кожух покрывает все двигающиеся части станков в соответствии с требованиями СЕ;
- возможность одиночного либо двойного обжатия сверла самореза;
- защита двигателя от перегрузок (при помощи термореле и термодатчиков);
- электронный счетчик готовых изделий;
- система смазки инструмента (выполнена прямоточной под давлением при помощи электронасоса, оборудована фильтрами грубой и тонкой очистки);
- автоматическое отключение привода при отсутствии заготовок;
- станочный светильник;
- разъем для подключения модема для дистанционного обслуживания;
- инвертор;
- ПЛК (программируемый логический контроллер) + панель HMI;
- пневматическая муфта с тормозом;
- один комплект инструмента на один профиль продукции;
- инструкция по эксплуатации на русском языке.
Технические характеристики оборудования для формирования сверла саморезов и шурупов
| Модель станка | RG14-125AN | RG14-125AN-2S | RG14-127AN | RG14-125AN-2S | RG14-203AN | RG14-203AN-2S |
|---|---|---|---|---|---|---|
| Длина самореза | 9.5 - 127 мм | 9.5 - 127 мм | 16 - 203 мм | |||
| Диаметр самореза | Ø2.8 - Ø5.45 мм | Ø2.8 - Ø5.45 мм | Ø2.8 - Ø5.45 мм | |||
| Номер сверла | 1 - 3 | 1 - 5 | 1 - 5 | |||
| Производительность оборудования | одиночное обжатие 120-520 шт/мин. | двойное обжатие 60-150 шт/мин. | одиночное обжатие 80-520 шт/мин. | двойное обжатие 40-150 шт/мин. | одиночное обжатие 80-520 шт/мин. | двойное обжатие 40-150 шт/мин. |
| Мощность главного мотора | 5.5 кВт × 6 фаз | 7.5 кВт × 6 фаз | 7.5 кВт × 6 фаз | |||
| Мощность инвертора | 7.5 кВт | 11 кВт | 11 кВт | |||
| Напряжение питания | 220В / 380В × 3 фазы / (согласно требованию клиента) | |||||
| Механизм подачи заготовки | Вибрационная чаша Ø620 мм | Вибрационная чаша Ø720 мм | Вибрационная чаша Ø850 мм | |||
| Контроллер оборудования | ЧПУ | |||||
| Автоматические системы | Автоматическая система обнаружения неисправностей, тормозная система с пневматической муфтой | |||||
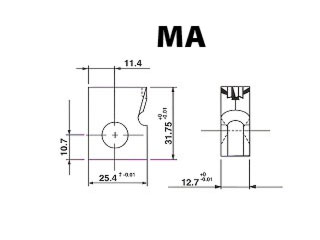
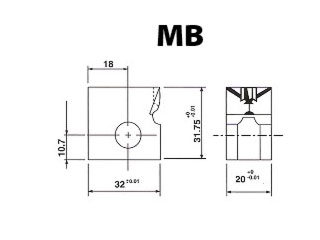
| Тип держателя матрицы | MA или MB (по выбору клиента) | MB или MC (по выбору клиента) | MB или MC (по выбору клиента) | |||
| Размер оборудования в упаковке | 1990 × 1610 × 1790 мм | 2420 × 1820 × 1910 мм | 2420 × 1820 × 1910 мм | |||
| Вес нетто оборудования | 1944 кг | 2206 кг (2S +2 кг) | 2354 кг (2S +2 кг) | |||
| Вес оборудования в упаковке | 2250 кг | 2556 кг (2S +2 кг) | 2704 кг (2S +2 кг) | |||
Оснастка автоматов для формирования сверла самореза

Держатель матрицы тип MA

Держатель матрицы тип МВ

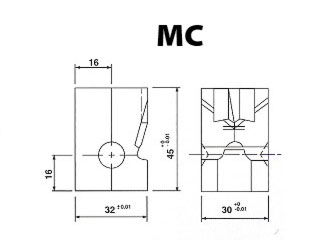
Держатель матрицы тип MC

Размеры матриц

Видео работы оборудования формирования сверлового наконечника саморезов
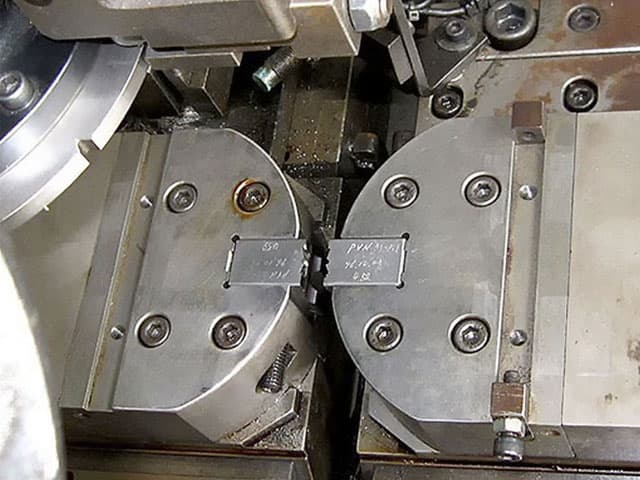
После высадки головки-полуфабрикаты загружаются в бункер, ориентирующий заготовки головкой вверх. Далее заготовки перемещаются по направляющим линейкам в зону обработки.
Там их поочередно подхватывает поворотный механизм и переносит в рабочую зону, в которой установлены обжимные ножи. При одновременном обжатии конца заготовки обжимными ножами формируется сверло самореза.
Образовавшийся после обжатия облой металла в дальнейшем удаляется во время накатывания резьбы на саморез.
Виды формируемых сверловых наконечников
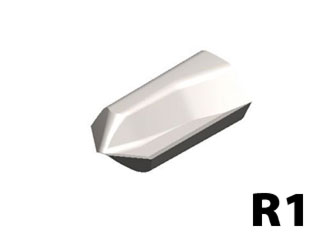



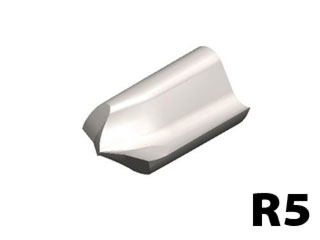





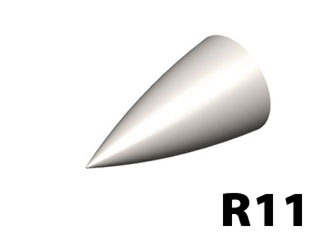
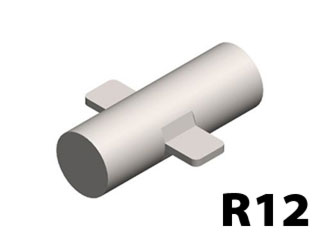
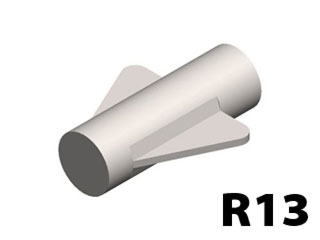
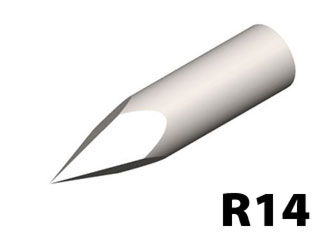
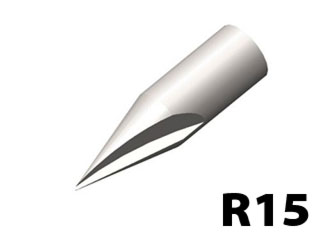
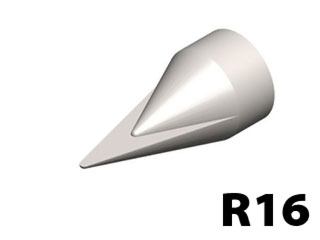
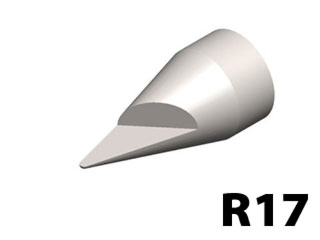
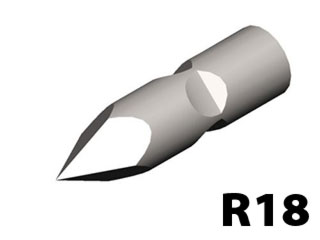
Винт самосверлящий самонарезающий (самонарезающий винт со сверлящим наконечником)




ДОПОЛНИТЕЛЬНЫЕ АКСЕССУАРЫ
Загрузочная платформа для подачи отштампованной заготовки на станок

