ИНСТРУМЕНТ ДЛЯ ХОЛОДНОВЫСАДОЧНЫХ И РЕЗЬБОНАКАТНЫХ СТАНКОВ
ТМА ИНСТРУМЕНТ ДЛЯ ПРОИЗВОДСТВА КРЕПЕЖА И МЕТИЗОВ
Тайвань Метиз Альянс - сертифицированный в соответствии с ISO 9001: 2015 поставщик высококачественного станочного инструмента для холодной высадки, объёмной штамповки, прокатки, накатки резьбы. Пуансоны, холодновысадочные матрицы предлагаются к изготовлению в соответствии с чертежами заказчиков из высококачественных инструментальных сталей японского или европейского производства с применением прогрессивных видов покрытий рабочих поверхностей. Перед поставкой инструмент проходит инспекционный контроль на высокоточном измерительном оборудовании.
Продукция сертифицирована ISO9001: 2000 с октября 2002 г. и ISO9001: 2000 с октября 2005 г., а также обладает лицензией от TFS Fastening Systems LLC of TORX /TORX PLUS Header Tool License с мая 2000 г. и лицензией Acument Global Technologies of Torx Plus Header Tool License с мая 2007 г. Отличается надежностью, функциональностью и простотой в обращении, поэтому пользуется широким спросом на мировом рынке и на Тайване.
Доступность и качество тайваньского инструмента обусловлено совокупностью нескольких причин:
- большой опыт тайваньских производителей в производстве крепежа;
- применение импортных инструментальных сталей и твёрдых сплавов из Японии и Германии со строгим входным контролем сырья;
- оснащение современными и высокотехнологичными электроэрозионными станками, вакуумными печами, металлообрабатывающими станками с ЧПУ;
- применение современных компьютерных программ для проектирования инструмента;
- применение новейших мировых тенденций и технологий при проектировании инструмента и оснастки (сегментные и сборные матрицы, армирование специальными твёрдосплавыми вставками, применение бандажа и др.);
- нанесения износостойких покрытий: карбиды и нитриды титана и прочих;
- доступная стоимость инструмента и оснастки ввиду высокой конкуренции среди производителей.

Реализация и поставка инструмента для станков





























Тайвань Метиз Альянс поставляет:
- пуансоны (для высадки различных видов шлицев, маркировочные, выдавливающие, прошивные); пуансоны для холодной объемной штамповки в соответствии со стандартами JIS (Япония), ANSI (США), DIN (Германия), Phillips, PozyDrive, Torx, пуансоны под шестигранные и квадратные головки метизов, специальные пуансоны по чертежам заказчика для высадки головок нестандартных метизов; пуансоны первого прохода; пробивные пуансоны;
- твердосплавный инструмент для холодной высадки (ножи, отрезные втулки, матрицы для холодновысадочных прессов, обрезные матрицы, редукционные матрицы, твёрдосплавные вставки и сердечники); матрицы для холодной объемной штамповки, высадки, твердосплавные и тальные фильеры; высадочные и экструзионные матрицы с твердосплавными вставками.
- выталкиватели, заталкиватели, отрезные ножи, выталкивающие пуансоны (выталкиватели), пуансоны для экструзии различных форм.
- гильзы, обоймы, втулки; разделительные штампы;
- волоки (твёрдосплавные, алмазные);
- плоские и профильные резьбонакатные плашки; резьбонакатные плашки, выполненные в соответствии с техническим заданием заказчика.
- метчики; метчики, раскатники специальной конструкции.
- резьбонакатные ролики;
- детали по чертежам клиентов (сложный инструмент и вспомогательная оснастка);
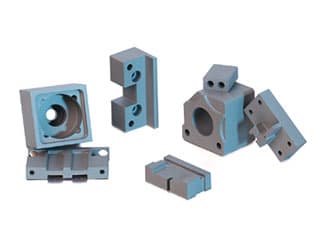
- детали станков и машин (ролики и призмы механизмов подачи проволоки, держатели матриц и пуансонов, быстроизнашивающиеся и запасные части к различным типам оборудования).
Изготовление инструмента на заказ
Окончательные пуансоны

по стандартам PHILLIPS, POZI, для шестигранных, квадратных и шлицевых головок, специальные пуансоны по чертежам заказчика для высадки головок нестандартных метизов.
При заказе необходимо указать следующее:
- Материал штампуемых метизов (углеродистая либо нержавеющая сталь, либо др.)
- Вид головки метиза, стандарт штампуемых метизов (JIS, ANSI, DIN, ISO и т.д.)
- Наружный диаметр и длина пуансона D×L.
- Покрытие рабочей части пуансона: TiN (нитридид титана), TiCN (карбидонитрид титана), TiAlN (алюмонитрид титана) либо без покрытия
- При заказе пуансонов для нестандартных головок метизов в соответствии с чертежами заказчика необходимо предоставлять чертежи головок метизов.
Обсечные матрицы
Выталкиватели, пуансоны для экструзии различных форм

Резьбонакатные ролик-сегменты для болтов и специальных гвоздей

Для заказа ролик-сегментов (планетарных плашек) пожалуйста предоставьте следующие данные:
- марку / модель резьбонакатного станка;
- внешний/внутренний диаметр ролика, внешний диаметр сегмента, угловая длина сегмента, размеры шпоночной канавки;
- информацию о резьбе: длина, номинальный диаметр, количество витков резьбы на дюйм / шаг мм, форма резьбы, класс резьбы / допуск резьбы;
- в случае заказа ролик-сегментов для гвоздей нужно указать наружный диаметр кольцевой части, диаметр заготовки, профиль и шаг резьбы, направление вращения (по/против часовой стрелки), количество лучей на кулачке.
- материал ваших изделий или материал резьбонакатного инструмента;
- твёрдость ролика и сегментов;
- дополнительные требования (при необходимости).
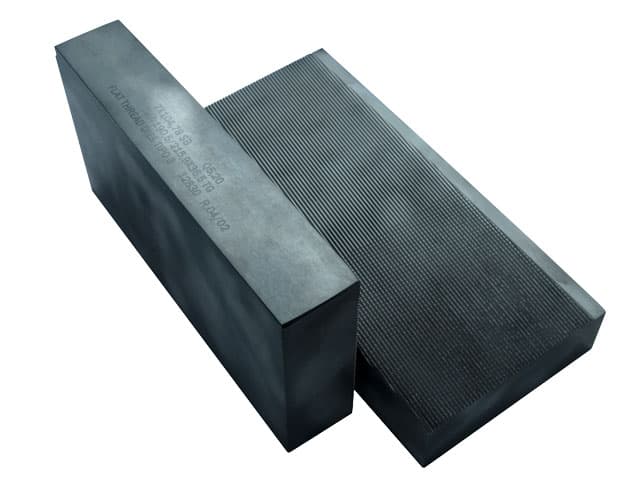
Резьбонакатные плашки для накатки резьб крепежных винтов, саморезов, шурупов
Для заказа резьбонакатных плашек необходимо указать:
- Материал метизов.
- Тип резьбы.
- Тип и стандарт метиза, тип головки метиза.
- Производитель и модель резьбонакатного станка, размеры крепежных плит.
Высадочные и экструзионные матрицы с твердосплавными вставками

При заказе матриц необходимо сообщить следующее:
- Стандарт метизов, предоставить чертежи либо образцы метизов
- Размеры матрицедержателя, установленного в прессе либо в многопозиционном станке-автомате
- Диаметр проволоки (заготовки)
- Штампуемый материал проволоки
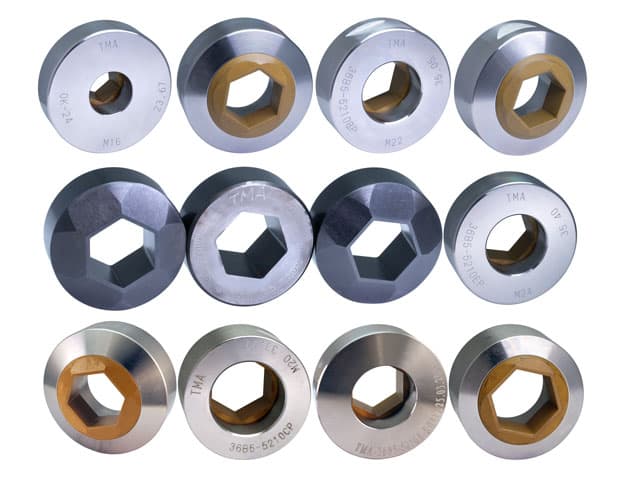
Шестигранные пуансоны

Пуансоны для многопозиционной штамповки

Пробивные пуансоны

СТОЙКОСТЬ ХОЛОДНОВЫСАДОЧНОГО ИНСТРУМЕНТА
Факторы, влияющие на стойкость холодновысадочного инструмента
Стойкость инструмента различна при разных методах обработки. Но и на одном и том же оборудовании разные детали инструмента имеют разную стойкость. У холодновысадочных станков автоматов, например, наиболее важными в этом отношении являются высадочные матрицы. Черновой и чистовой пуансоны имеют, как правило, более высокую стойкость. Еще большую стойкость у этих автоматов имеют отрезные ножи и отрезные матрицы, которые обычно меняются очень редко. B штампах для горячей штамповки матрицы во многих случаях также быстрее изнашиваются, чем пуансоны. Это объясняется еще и тем, что матрицы длительное время соприкасаются с нагретой заготовкой и поэтому подвержены сильным тепловым нагрузкам и резким температурным колебаниям.
Стойкость холодновысадочного инструмента зависит от многих факторов:
- Технология высадки (степени деформации, течение металла, возникающие усилия)
- Качество конструирования и изготовления оснастки. Ошибки в проектировании инструмента (например, принятие слишком резких переходов сечений) вызывают трещины при шлифовке, что способствует преждевременной поломке инструмента. Дефекты при механической обработке инструмента, неудачный выбор стали, неправильная термообработка инструмента (например, слишком высокая температура охлаждения или неравномерная закалка) могут являться причинами плохой стойкости инструмента и его преждевременного износа или поломки.
- Состояние холодновысадочного автомата и точность работы оборудования (точной подачи металла, точной отрезки заготовки, минимальных зазоров на ползуне, люфтов, биений в узле переноса, степени затяжки болтов и винтов).
- Правильность наладки и квалификация наладчика, понимающего как вывести соосность инструмента и обеспечить точность и четкость работы автомата.
- Материал высаживаемой детали, термообработка и качество подготовки металла для холодной высадки (стабильность механических свойств, стабильность диаметра проволоки).
- От качества применяемых технологических смазочных материалов.
Примерная стойкость холодновысадочного инструмента
Примерная стойкость основного холодновысадочного инструмента по позициям для производства болтов М22 из стали 30CrNiMo8 (30ХН2МА) в зависимости от длины стержневой части болта:
- 0 позиция отрезки: втулка подвижного ножа из ВК20КС 20000-30000 кг, втулка неподвижного ножа из ВК20КС 20000-30000 кг,
- 1 позиция: матрица для высадки со вставкой из ВК20КС 40000-50000 кг, пуансон вталкивающий со вставкой из Р6М5 50000 кг, пуансон выталкивающий из У10А 5000 кг
- 2 позиция: матрица для высадки со вставкой из ВК20КС 30000-40000 кг, пуансон вталкивающий со вставкой из Р6М5 20000 кг, пуансон выталкивающий из У10А 5000 кг.
- 3 позиция: пуансон обрезной со вставкой из Р6М5 (в корпусе блока матриц) 40000 кг, матрица обрезная из Р6М5 в корпусе блока пуансонов 2500 кг, пуансон выталкивающий из У10А 20000 кг.
Накатка резьбы: нормы стойкости инструмента, для дальнейшего планирования инструмента, традиционно устанавливаются после выпуска продукции не менее 100000 кг.
Стойкость инструмента плашки резьбонакатной подвижной составляет примерно – 30000 кг продукции, плашки резьбонакатной неподвижной – 30000 кг.
После определения реальной нормы стойкости для каждой детали холодновысадочного инструмента, замену инструмента рекомендуется выполнять принудительно, что, безусловно, гарантированно исключит попадание бракованных деталей в контейнер с годной продукцией.
При необходимости обеспечения 0 ppm (количество дефектных деталей из 1 млн. штук) многие фирмы используют оптическое оборудование для тестирования.
| Стойкость инструмента, млн. шт. изделий | ||||
|---|---|---|---|---|
| Наименование инструмента | М6 DIN912 | M6 DIN931-DIN933 | М12 DIN912 | M12 DIN931-DIN933 |
| Вставка матрицы | 10…13 | 10…13 | 1,5…1,7 | 1,5…1,8 |
| Нож отрезной | 10…13 | 7…9 | 2,0…2,4 | 12…15 |
| Матрица отрезная | 10…13 | 7…9 | 2,0…2,4 | 12…15 |
| Маркировочный пуансон | 7…9 | 3…3,5 | 0,25…0,3 | 0,09…0,11 |
| Резьбонакатные плашки | 4…5 | 4…5 | 0,8…1,1 | 0,8…1,1 |